关键词 |
ER310不锈钢焊丝,不锈钢焊丝用途,山西不锈钢焊丝,生产不锈钢焊丝 |
面向地区 |
规格 |
2.00mm |
不锈钢焊丝
1、不锈钢实芯焊丝既可用惰性气体保护焊(TIG,MIG焊)。也可用于埋弧焊。
2、不锈钢MIG焊既可达到焊接,又容易实现焊接自动化,广泛用于堆焊及薄板接等领域。
3、MIG焊用焊丝化学成分与TIG焊丝一样,但对某些不锈钢品种,还有一种SI含量较高的MIG焊丝,如与ER308,ER309焊丝对应的ER308Si,ER309Si等,由于含Si高达0.8%左右,降低了熔滴金属的表面张力,使熔滴颗粒变细,更容易实现喷射过度,使电弧变得更稳定。
4、同时还能改善熔滴金属的湿润性,使焊道波纹美观,不易产生未焊透,夹渣,气孔等缺馅。
308不锈钢焊丝作用:
1)降低了熔滴表面的张力,使熔滴颗粒变细,使电弧稳定;
2)改善熔滴金属的润湿性,使焊道波纹美观,同时防止未焊透,夹渣、气孔等缺陷,改善焊缝成形质量;
3)渣的熔点低、渣量少,三层以内不用清渣。
不锈钢药芯焊丝可以像碳钢和低合金钢药芯焊丝一样,对不锈钢进行既简便又的焊接,不锈钢药芯焊丝的应用以MAG焊为主,进行MAG焊时具有如下特点;
1)与手工焊相比,熔敷速度可提高2-4倍,其熔敷达90%(不锈钢焊条仅55%)
2)对电流,电压的适应范围大,焊接条件设定较为容易,易于进行半自动和自动化焊接。
3)脱渣性良好,焊道表面光泽。另外,飞溅很少,电弧稳定性优良,X射线合格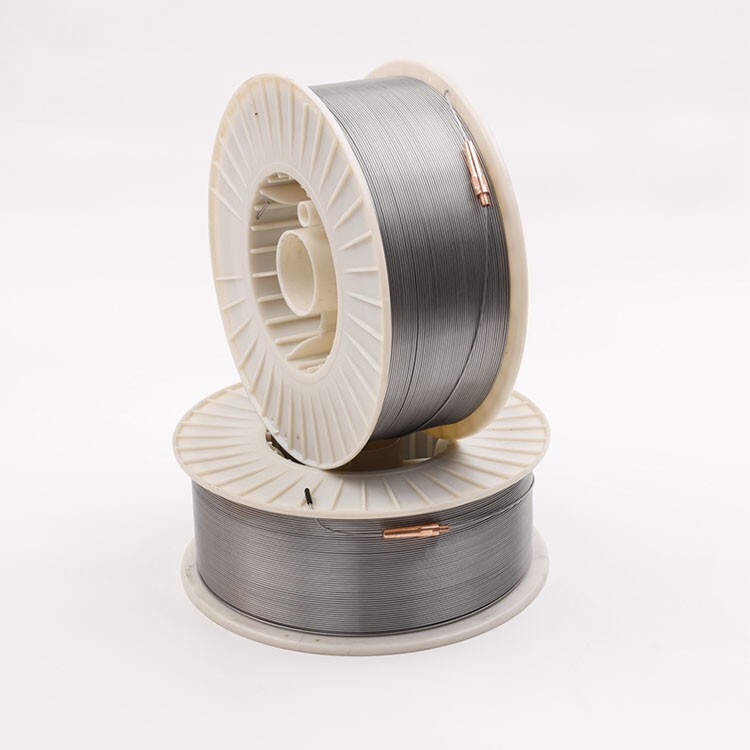
不锈钢氩弧焊丝市氩弧焊焊丝。氩弧焊是钨极惰性气体保护焊(TIG)的一种。是在氩气保护下,利用电弧热熔化母材和填充丝而形成接头的焊接方法。主要控制焊接电流、焊接速度、氩气流量三个参数。与手工焊相比,电弧和熔池可见,操作方便;可焊接活性金属的薄板结构;焊缝质量好,接头强度可达母材的80%~90%。
盖面焊
1,本焊件采用打底焊和盖面焊两层。
2,盖面焊的焊材采用A132不锈钢焊条,大小为3.2mm,电流80~120A。
3,本焊接位置是全位置焊接,宜采用短弧焊接,并且搭接量应大于10mm。
4,焊后缓冷。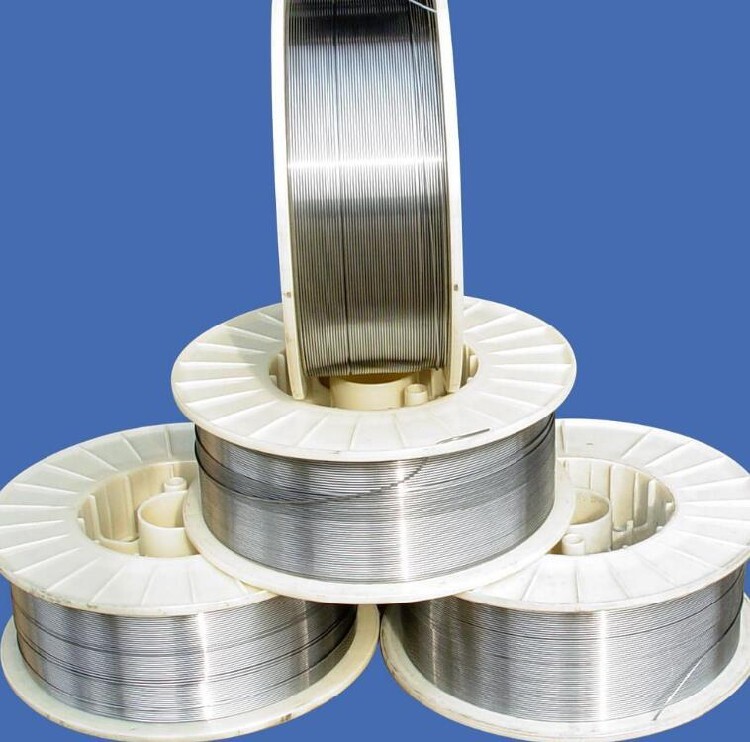
焊丝特点
前已述及药芯焊丝突显了许多焊接方法的有利特性,例如焊剂部分扮演了与被覆焊条能改善熔填金属化学成分与机械性之功能。生产效率上又有气体保护金属电弧焊及埋弧焊的特点。
药芯焊丝可用于碳钢,低合金高张力钢,高强度淬火回火钢,不锈钢以及硬面耐磨钢材等的焊接。
药芯焊丝是很有发展前途的新型焊接材料,国产药芯焊丝的品种和用量与日俱增。与实心焊丝相比药芯焊丝有如下优缺点。
⑴优点:
1)对各种钢材的焊接,适应性强 调整焊剂的成分和比例极为方便和容易,可以提供所要求的焊缝化学成分。
2)工艺性能好,焊缝成形美观 采用气渣联合保护,获得良好成形。加入稳弧剂使电弧稳定,熔滴过渡均匀。
3)熔敷速度快,生产 在相同焊接电流芯焊丝的电流密度大,熔化速度快,其熔敷率约为85%-90%,生产率比焊条电弧焊高约3-5倍。
4)可用较大焊接电流进行全位置焊接。
⑵缺点
1)焊丝制造过程复杂
2)焊接时,送丝较实心焊丝困难
3)焊丝外表容易锈蚀,粉剂易吸潮,因此对药芯焊丝保存一管理的要求更为严格
| 主营行业:焊条 |
| 公司主营:耐磨焊条焊丝,钴基焊条焊丝 |
| 主营地区:山东省济南市天桥区蓝翔路15号时代总部基地六区50号楼6楼B区79 |
| 企业类型:其他有限责任公司 |
| 注册资金:人民币300万 |
| 公司成立时间:2013-01-02 |
| 经营模式:生产型 |
| 公司邮编:054000 |
| 公司电话:0319-7293120 |