外形球形性质脱氮
多孔球型悬浮填料是一种常用于水处理、废气处理、化学反应等领域的填料,由于其特殊的结构和性能,被广泛应用于各种工业领域。

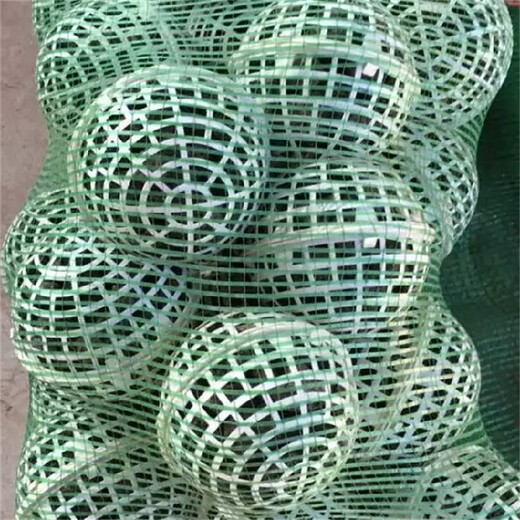
一、多孔球型悬浮填料的结构
多孔球型悬浮填料是由许多小球型颗粒组成的,每个小球内部有许多孔道,形成了大量的表面积。
这种结构使得填料的内部空隙非常大,能够有效地增加填料的气液接触面积,从而提高了填料的传质效率。
此外,小球型颗粒的球形结构也使得填料容易流动,从而减小了流体的阻力。

着环保意识的增强和工业污染的日益严重,多孔球型悬浮填料将会得到更广泛的应用。
未来,多孔球型悬浮填料将会继续发展,其结构和性能将会得到进一步优化。
例如,通过改变填料的孔径和孔道分布,能够进一步提高填料的传质效率;通过改变填料的材料和制备,能够增强填料的耐腐蚀性和抗压性等性能。
总之,多孔球型悬浮填料是一种非常有前途的填料,其结构和性能使得其在各个领域都有广泛的应用前景。
未来,多孔球型悬浮填料将会继续得到发展和优化,为工业环境的改善和保护做出更大的贡献。

MBBR工艺兼具传统流化床和生物接触氧化法两者的优点,是一种新型的污水处理方法,依靠曝气池内的曝气和水流的提升作用使载体处于流化状态,进而形成悬浮生长的活性污泥和附着生长的生物膜,这就使得移动床生物膜使用了整个反应器空间,充分发挥附着相和悬浮相生物两者的性,使之扬长避短,相互补充。与以往的填料不同的是,悬浮填料能与污水频繁多次接触因而被称为“移动的生物膜”。

MBBR是在20世纪90年代中期得到开发和应用的,其兼具传统流化床和生物接触氧化法两者的优点,是一种新型的污水处理方法。迄今为止,国外已应用MBBR进行处理生活污水、工业废水的小试、中试及生产性实验研究,均取得了较好的效果。
其中,美国的Captor工艺和德国的Linpor工艺是目前两种比较成熟的多孔悬浮载体系统。在完全混合反应器中加入聚氨酯泡沫块供微生物附着生长,用于处理城市生活污水,研究了其对BOD的去除和硝化作用。

微生物赖以栖息的新型载体的研制开发是移动生物膜法处理废水的关键技术之一,其性能直接影响着污水的处理效果和投资费用。科研工作者以改进填料为突破口,不断推动移动生物膜法的发展。目前的悬浮填料大多是由聚乙烯、聚丙烯及其改性材料、聚氨酯泡沫体等制成的,比重接近于水,长了生物膜以后,在正常的曝气强度下极易达到全池流化翻动。悬浮填料的形状通常为球状、圆筒状或粒状,一般认为球状有良好的水力学特性,是理想的形状。但受到生产技术的限制,有时将材料作成球状很困难;而圆筒状填料当其长径比为1时接近于球状,因此悬浮填料一般选择圆筒状。另外,填充在生物膜反应器的填料的比表面积多在100~500m2/m3。之问。由聚乙烯制成的悬浮填料分两种:一种为Φ10×7(mm)、比表面积为335m2/m3,另一种为Φ15×15(mm)、比表面积为235m2/m3;由聚丙烯制成的悬浮填料,密度为0.94g/cm3,形状为有波纹的圆柱体,尺寸为Φ15~20(mm)×20~30(mm)。

目前,国内外已对MBBR工艺进行了多项试验性研究,并在实际应用中取得了较好的效果。由于MBBR可减少现有污水处理系统的体积,易于在现有污水处理厂基础上升级,且处理效果好,欧洲、美国、日本、新西兰以及我国均建有MBBR型污水处理厂。

MBBR工艺在高负荷条件下性能稳定,可多级联用处理污水。如可将3个MBBR连接使用处理肉类加工废水,个反应器的COD负荷高达10kg/m3,HRT约为4h,TC0D去除率为50%-75%{第二个和第三个反应器的总HRT为4~13h,TCOD去除率为75%、SCOD去除率为70%~88%,有机物去除率与有机负荷呈线性关系。
季民等采用厌氧复合床生物膜反应器处理高浓度有机废水实验,取得了良好效果。在进水C0D为5300~20140mg/L、COD容积负荷为5.38~20.62kg/m3.d、HRT为0.98d的操作条件下,COD去除率>90%。垃圾渗滤液的成分复杂,有机物浓度较高,是一种很难处理的废水,M.X.Loukidou采用MBBR和SBR联合工艺对垃圾渗滤液进行了处理,载体使用聚亚胺酯和颗粒活性炭,该工艺对污染物同时具有物理、化学和生物降解作用,可有效去除垃圾渗滤液的有机物、色度和浊度。

反应器中的填料依靠曝气和水流的提升作用处于流化状态,在实际操作中,经常出现由于整个池内进气分布不均匀而导致局部填料堆积的现象。因此需通过池型作水力特性计算来改进进气管路的布置和优化池内曝气头的分布,再根据实际的曝隋况调节各曝气头上紧固橡皮垫的螺母松紧程度,调节单个曝气头的曝气量。除池内出水端具有较大曝气量,以便使整个池内填料呈均匀流化状态外,还可以采用穿孔曝气管,便于使池四边和四角进气分布均匀。反应器的构造在很大程度上决定了它的水力特性。试验表明,反应器的长深比为0.5左右时有利于填料完全移动,或者通过导流板的强制循环来解决池内死角的问题,这样能使气水比降到4:1左右。在实际工程设计时应通过大量试验来优化反应器的构造和水力特性,降低能耗,进一步提高MBBR的经济效益。